Collaudo bombole
Sabbiatura esterna
Le bombole, una volta svuotate dei gas residui ed inertizzate, vengono trattate esternamente mediante sabbiatrice a turbine con graniglia di acciaio fino ad ottenere un grado di sabbiatura SA 2.5/3 in accordo alla normativa ISO 8501-1.







Sabbiatura interna
Dopo il ciclo di asciugatura delle bombole, si esegue la sabbiatura interna per bombole destinate a laboratori per gas puri, ad uso subacqueo ad uso alimentare ed ad uso medicale, tramite sabbiatrice a revolver con graniglia d'acciaio in grado di avere una sabbiatura in SA 2.5/3 secondo la normativa EN UNI ISO 8501-1.




Reparto collaudo
Collaudo gas compressi
Le operazioni di collaudo di bombole di gas compressi e liquefatti comprendono lo smontaggio valvola, il lavaggio interno, rilevamento dati, pesatura, controllo visivo interno ed esterno e la prova idraulica, operazione rilevante per il mantenimento dei requisiti di sicurezza dei recipienti, fissate dalle normative tecniche vigenti, che consentono il ripristino completo delle condizioni di sicurezza ed utilizzo.













Collaudo per bombole acetilene
Le operazioni di collaudo seguono la degasificazione delle bombole e la successiva inertizzazione, e comprendono il rilevamento dati, la pesatura e la prova idraulica.
Queste operazioni di collaudo sono estremamente rilevanti per il mantenimento dei requisiti di sicurezza dei recipienti previste dalle normative Tecniche di riferimento, che consentono il ripristino completo dei recipienti.
Il collaudo viene seguito dalla revisione della materia porosa controllandone integrità e sostituendo feltrino, retina e valvola di equipaggiamento.








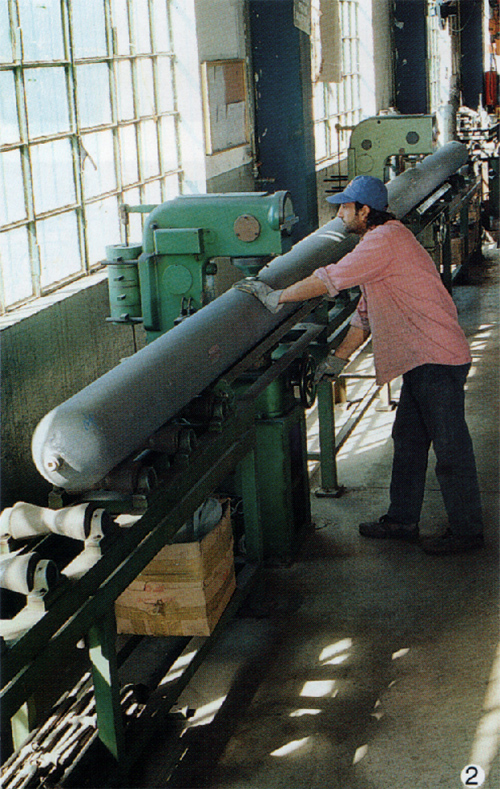
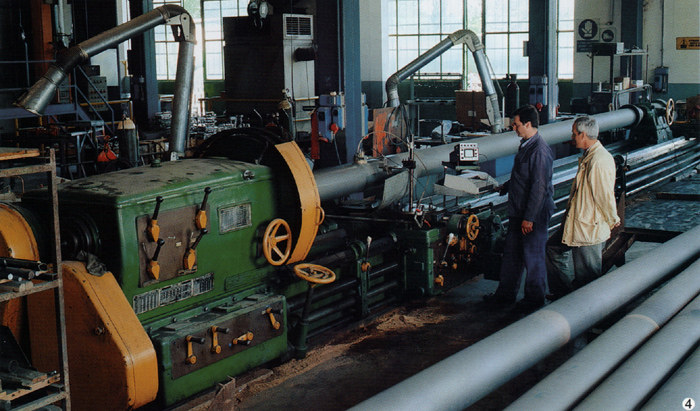
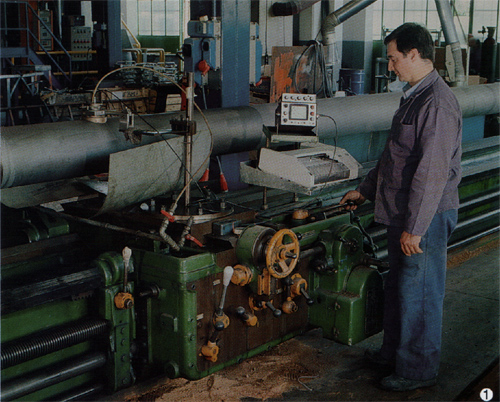
Collaudo tubi bombola (per veicoli batteria)
Le operazioni di collaudo seguono il rilevamento dati e la pesatura e comprendono la prova idraulica, il controllo visivo mediante endoscopia, il controllo spessimetrico, la prova di durezza ed il controllo ultrasonoro per individuare eventuali cricche.
Il controllo visivo si esegue per mezzo di endoscopi a fibre ottiche, con le quali si controlla l'interno dei tubi, con un ingrandimento 15X per visionare nel dettaglio eventuali difettologie.


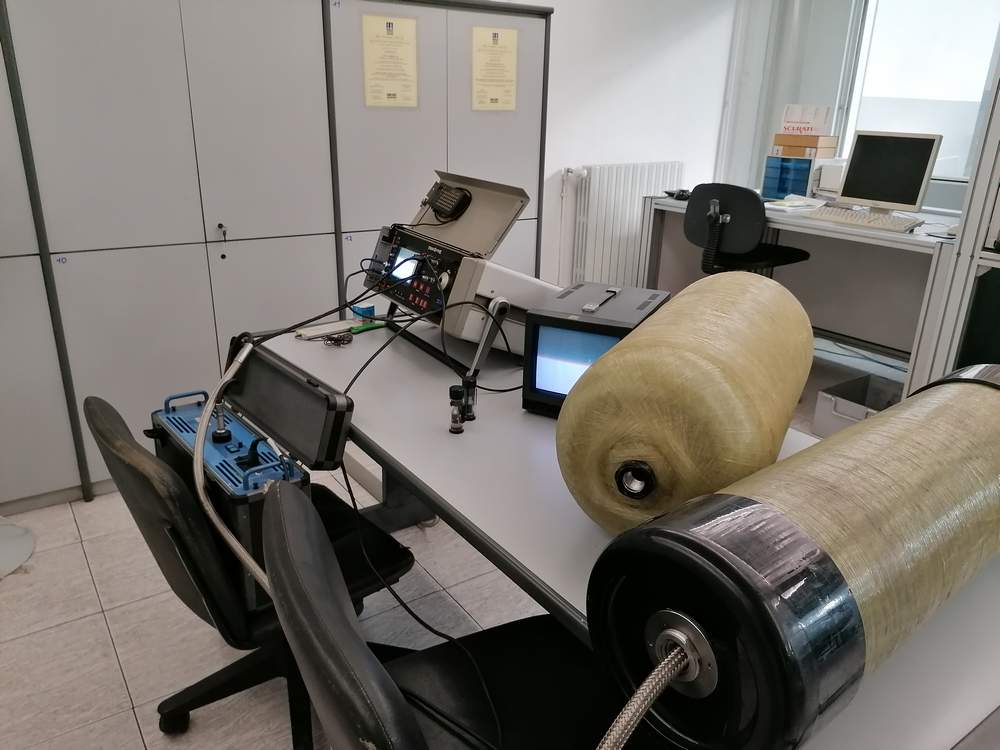
Il controllo spessimetrico prevede l’utilizzo di un apparecchio ultrasonoro per la definizione puntuale dello spessore del tubo.


La prova di durezza si esegue mediante durometri Brinnel e permette di testare resistenza e omogeneità dell’acciaio mediante la misurazione della durezza Brinnel.

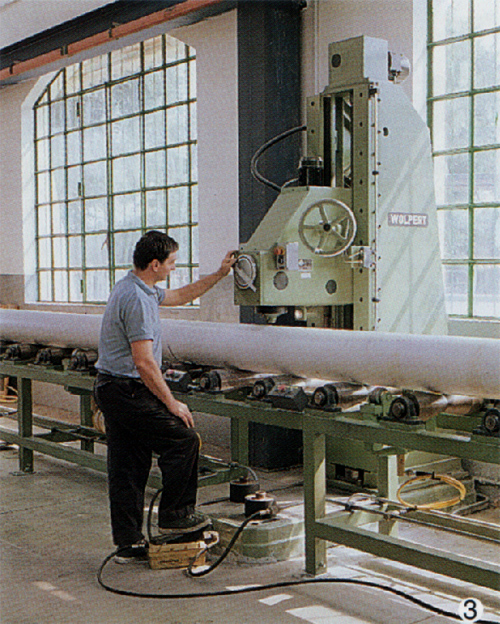
Il controllo ultrasonoro viene utilizzato per testare l’integrità dei tubi andando ad individuare eventuali cricche nell’acciaio.
Reparto essicazione
Dopo la prova idraulica le bombole vengono essiccate all’interno mediante l’insufflaggio di aria calda fino al raggiungimento di 30÷40 ppm.
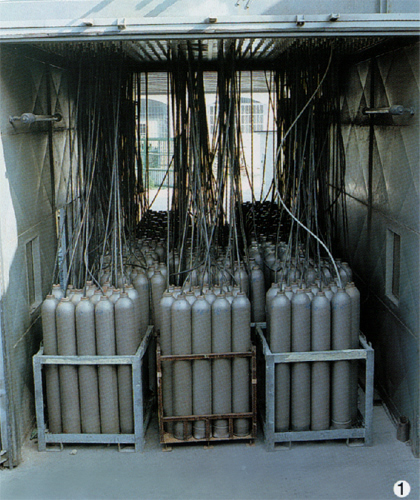


Nel caso di bombole destinate all’utilizzo di gas puri, ad uso alimentare e ad uso medicale, l’essiccazione può essere spinta fino a 3÷4 ppm mediante cicli di insufflaggio di azoto gassoso e fasi di vuoto ed essiccazione mediante aria calda. Il controllo del tasso di umidità mediante l’igrometro, permette di ottenere risultati eccellenti, in grado di garantire e certificare un tenore di umidità di 3÷4 ppm.




Verniciatura bombole
La verniciatura delle bombole viene condotta mediante impianti automatici: una volta caricata la catenaria la produzione avviene a ciclo continuo e consiste in diverse fasi: dopo il fosfosgrassaggio per il graffaggio della vernice (facoltativo) avviene il preriscaldo per l'applicazione della vernice, la verniciatura vera e propria (idrosolubile o a polvere), la cottura in forno a temperature da 70° a 220° ed infine la verniciatura dell’ogiva.
Ad oggi il “Gruppo Fina” si pone in prima fila per la salvaguardia dell’ambiente, preferendo le vernici a base d'acqua e soprattutto le vernici a polvere, abbandonando quasi completamente le vernici a solvente organico, di difficile eco compatibilità con l’ambiente.







